
Содержание
Курсовая работа состоит из шести заданий, охватывающих основные разделы теоретического курса.
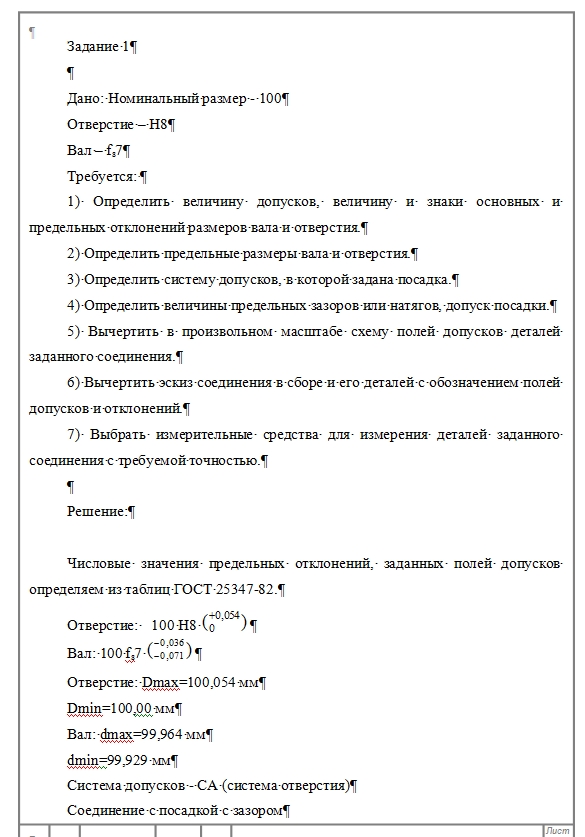
Задание 1. Определение элементов гладкого цилиндрического соединения с выбором средств измерения для его деталей.
Задание 2. Определение элементов соединений, подвергаемых селективной сборке.
Задание 3. Расчет и выбор полей допусков для деталей, сопрягаемых с подшипниками качения.
Задание 4. Допуски и посадки шпоночных соединений.
Задание 5. Допуски и посадки шлицевых соединений.
Вариант 01

Вариант 04

Вариант 05

Вариант 07

Вариант 12

Вариант 13

Вариант 14

Вариант 15

Вариант 16

Введение
Повышение качества машин, их надежности, долговечности и эф-
фективности является основой технического прогресса. Развитие
техники в этих направлениях возможно только при использовании
унификации и стандартизации деталей, узлов и механизмов, а также
типизации технологии их изготовления и обеспечения их взаимозаме-
няемости при производстве.
Придавая большое значение развитию науки и техники в этих на-
правлениях, Центральный Комитет КПСС и Совет Министров СССР при-
няли постановление «О повышении роли стандартов и улучшении каче-
ства выпускаемой продукции», в котором проблема обеспечения высо-
кого качества изделий рассматривается как одна из важнейших эко-
номических и политических задач на современном этапе развития об-
щественного производства.
Для выполнения этих задач Основными направлениями экономиче-
ского и социального развития СССР на 1981 — 1985 годы и на период
до 1990 года предусматривается комплекс мер по интенсификации ма-
шиностроительного производства, включающий в себя углубление и
расширение отраслевой и межотраслевой специализации на основе
комплексной стандартизации и унификации изделий, узлов и деталей.
Для обеспечения широкой стандартизации, унификации и взаимо-
заменяемости в международном масштабе разработана комплексная
программа дальнейшего углубления и совершенствования сотрудниче-
ства и развития социалистической интеграции стран-членов СЭВ.
Реализация намеченных в этих документах мероприятий повысит
эффективность и качество выпускаемой продукции, которые в значи-
тельной степени зависят от правильного выбора точности изготовле-
ния деталей.
Изготовление машин, их эксплуатация и ремонт в современном
производстве основываются на использовании принципа взаимозаме-
няемости. Специализация ремонтного производства и кооперирование
ремонтных предприятий не может осуществляться без широкого приме-
нения взаимозаменяемых деталей, узлов и агрегатов.
Развитие и внедрение принципов взаимозаменяемости и стандар-
тизации в производстве и ремонте машин и оборудования обусловли-
вается развитием и применением прогрессивных методов контро-
ля. Поэтому основы взаимозаменяемости, стандартизации и техниче-
ские измерения представляют собой единый курс.
ОБЩИЕ УКАЗАНИЯ
Курс «Взаимозаменяемость, стандартизация и технические изме-
рения» изучается студентами самостоятельно по литературным источ-
никам. Затем студенты выполняют курсовую работу, а в период лабо-
раторно-экзаменационной сессии за IV курс выполняют лабораторные
работы по техническим измерениям.
Изучая разделы курса, надо, в первую очередь, четко усвоить
физический смысл каждого рассматриваемого параметра, понятия или
определения.
При изучении всех разделов дисциплины следует обязательно оз-
накомиться с соответствующими стандартами СЭВ (СТ СЭВ), ГОСТ, ОСТ
и таблицами, помещенными в них. Это необходимо для приобретения
практических навыков в пользовании стандартами.
Методические указания подготовлены в соответствии с програм-
мой дисциплины «Взаимозаменяемость, стандартизация и технические
измерения», утвержденной Главком высшего и среднего сельскохозяй-
ственного образования МСХ СССР 21 июня 1978 года.
Для изучения дисциплины наиболее целесообразно использовать
учебник: И.С.Серый «Взаимозаменяемость, стандартизация и техниче-
ские измерения», предназначенный специально для студентов, обу-
чающихся по специальности 1509 — «Механизация сельского хозяйст-
ва».
В этом учебнике по каждой теме программы имеется раздел соот-
ветствующего названия.
В случае затруднений, которые могут встретиться при изучении
дисциплины или выполнении курсовой работы, следует обратиться за
письменной консультацией к преподавателю или явиться за консуль-
тацией в институт или на УКП.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ВЫПОЛНЕНИЮ КУРСОВОЙ РАБОТЫ
Основными задачами курсовой работы являются закрепление зна-
ний, полученных студентами в процессе самостоятельного изучения
материала по учебнику, развитие практических навыков в выборе до-
пусков, посадок, средств измерения и контроля, а также в пользо-
вании справочной литературой.
К выполнению курсовой работы студент может приступить при ус-
ловии усвоения соответствующих разделов курса «Взаимозаменяе-
мость, стандартизация и технические измерения».
Курсовая работа состоит из шести заданий, охватывающих основ-
ные разделы теоретического курса.
Задание 1. Определение элементов гладкого цилиндрического со-
единения с выбором средств измерения для его деталей.
Задание 2. Определение элементов соединений, подвергаемых се-
лективной сборке.
Задание 3. Расчет и выбор полей допусков для деталей, сопря-
гаемых с подшипниками качения.
Задание 4. Допуски и посадки шпоночных соединений.
Задание 5. Допуски и посадки шлицевых соединений.
Задание 6. Расчет допусков размеров, входящих в размерные це-
пи.
В каждом задании указана цель работы и порядок решения с
краткими пояснениями. Все исходные данные для выполнения заданий
курсовой работы задаются студенту индивидуально на отдельном лис-
те, который должен быть вклеен на обороте обложки или титульного
листа расчетно-пояснительной записки. Чертежи, на которые имеются
ссылки в исходных данных к третьему и шестому заданиям, находятся
на с. 32 — 33 методических указаний.
При выполнении курсовой работы рекомендуется применять обо-
значения, принятые в учебнике [1]— И.С.Серый «Взаимозаменяемость,
стандартизация и технические измерения». Такие же обозначения
приняты в методических указаниях.
Курсовая работа оформляется в виде расчетно-пояснительной за-
писки, изложенной на стандартных листах формата 11 (210Ч297), а
также схем и эскизов, выполненных либо на одном общем листе чер-
тежной бумаги формата 24, разделенном на форматы 11, на которых
схемы и эскизы выполняются карандашом так, как показано в методи-
ческих указаниях по каждому заданию, либо просто на листах форма-
та 11, помещаемых в соответствующем месте расчетно-пояснительной
записки. В штампах этих форматов следует указать номер задания, к
которому относятся изображенные на формате схемы или эскизы. Схе-
мы полей допусков надо выполнять в масштабе. Текст расчетно-
пояснительной записки пишут чернилами на одной стороне листа с
оставлением полей: слева — 20 мм, сверху и снизу — по 15 мм.
Решение каждого задания в пояснительной записке начинают с
нового листа. Все листы расчетно-пояснительной записки брошюруют
и вместе со сложенным листом, на котором выполнены схемы и эски-
зы, курсовую работу направляют на рецензирование.
При выполнении курсовой работы рекомендуется пользоваться
справочной литературой, а при ее отсутствии можно использовать
выдержки из справочных данных, приведенных в приложении к методи-
ческим указаниям.
При решении заданий можно давать краткие пояснения и обяза-
тельно указывать используемые литературные источники и стандарты.
В конце работы надо привести перечень использованной литера-
туры.
Работу над ошибками следует оформлять на отдельных листах,
вкладывая или вклеивая их в конце соответствующего задания. Мел-
кие ошибки можно исправить, используя чистую сторону листа против
замечания рецензента.
Заменять листы и переписывать расчетно-пояснительную записку
после рецензирования категорически запрещается.
Определение элементов гладкого цилиндрического соединения с выбором средств измерения для его деталей
Цель задания
- Изучить основную терминологию курса и научиться правильно определять основное и предельные отклонения поля допуска, допуск размера, предельные размеры, квалитет размера, предельные зазоры или натяги соединения, допуск посадки.
- Научиться правильно обозначать посадки и поля допусков размеров на сборочных или детальных чертежах.
- Научиться правильно выбирать измерительные средства для контроля размеров.
В задании требуется
- Определить величину допусков, величину и знаки основных и предельных отклонений размеров вала и отверстия.
- Определить предельные размеры вала и отверстия.
- Определить систему допусков, в которой задана посадка.
- Определить величины предельных зазоров или натягов, допуск посадки, группу посадки.
- Вычертить в произвольном масштабе схему полей допусков деталей заданного соединения.
- Вычертить эскизы соединения в сборе и его деталей с обозначением полей допусков и отклонений.
- Выбрать измерительные средства для измерения деталей заданного соединения с требуемой точностью.
Методические указания к выполнению
- В случае, когда точность размера задана полем допуска в условном (буквенном) обозначении, величину допуска определяют по таблице ГОСТ 25346 — 82 (СТ СЭВ 145 — 75) (приложение II [1]) или табл.1 приложений к методическим указаниям.
Величины допусков, приведенные в этой таблице, зависят от номинального размера и номера квалитета. Величину допуска заданного размера находят на пересечении строки, в диапазон размеров которой входит заданный номинальный размер, с графой соответствующего квалитета.
Каждое основное отклонение обозначается одной или двумя буквами латинского алфавита: малыми — для валов и большими — для отверстий. Основным является одно из двух отклонений размера, ближайшее к линии номинального размера. Оно может быть либо верхним, либо нижним отклонением, это указывается в заголовке таблицы. Из таблицы ГОСТ 25346 — 82 (СТ СЭВ 145 — 75) (приложение III [1]) или табл. 2 и 3 приложений к методическим указаниям значение и знак основного отклонения находят на пересечении графы его условного обозначения со строкой соответствующего диапазона номинальных размеров. Вторые (неизвестные) предельные отклонения размеров определяют по известным уже значениям основного отклонения и допуска. Формулы и принцип определения второго отклонения изложены
на с. 17 8 [1]. При определении значений допусков и основных отклонений для граничных номинальных размеров, указанных в строках упомянутых таблиц, надо иметь в виду, что диапазоны размеров (кроме первого) заданы не от … до … , а свыше … до … .
Поэтому, например, для номинального размера 18 мм значения допуска и основного отклонения надо брать из строки свыше 10 до 18 мм, а не из строки — свыше 18 до 30 мм.
- Предельные размеры определяют при помощи предельных отклонений (верхнего и нижнего), прибавляя их со своим знаком к номинальному размеру. Верхнее отклонение служит для определения наибольшего предельного размера, а нижнее — для наименьшего.
- Систему допусков, в которой задана посадка, устанавливают следующим образом.
Основной вал — вал, верхнее отклонение которого равно нулю. Допуск такого вала образуется при помощи основного отклонения «h».
Основное отверстие — отверстие, нижнее отклонение которого равно нулю. Допуск такого отверстия образуется при помощи основного отклонения «Я».
Если различные зазоры и натяги получают соединением основного вала с различными отверстиями, то имеют место посадки в системе вала.
При соединении для этой цели различных валов с основными отверстиями получают посадки в системе отверстия.
- По характеру соединения различают группы посадок с зазором, с натягом и переходные. Прежде чем в посадке определять зазоры или натяги, надо сравнить соответствующие предельные размеры вала и отверстия. Только после этого следует приступать к вычислению величины предельных зазоров или натягов, зная уже конкретно, что определять.
Формулы для определения предельных зазоров и натягов приведены в § 22 [1]. При помощи известных значений предельных зазоров или натягов определяют допуск посадки.
- Базой для построения схемы полей допусков соединения служит нулевая линия, соответствующая номинальному размеру соединения. При построении схем полей допусков от этой линии перпендикулярно к ней в произвольном, но строго одинаковом масштабе откладывают предельные отклонения размеров с учетом их знака. В на- правлении нулевой линии величина поля допуска принимается произвольно. Для правильного анализа схем полей допусков надо четко представлять, что нулевая линия является началом отсчета только для отклонений, а размер, соответствующий этой линии, равен номинальному размеру. Пример изображения схемы полей допусков
#10
0 80— соединения показан на рис. 1.
f 9
H10
Рис. 1. Схема полей допусков соединения 0 80————
f 9
- Для сокращения отчета о решении задания 1 значения элементов соединения и его деталей можно занести в форму 1, представленную на с. 16. Для примера в форму занесены элементы соединения
H10
0 80— и его деталей. Следует иметь в виду, что при выполнении
f9
курсовой работы в графах значений предельных зазоров (натягов) надо указывать название элементов, которые имеют место в заданной посадке.
- Пример выполнения эскизов сборочного и детального чертежей с обозначением полей допусков и отклонений заданной посадки и ее деталей приведен на рис. 2. При простановке размеров на эскизах и чертежах надо помнить, что числовые значения отклонений записывают до последней значащей цифры, выравнивая количество знаков в верхнем и нижнем отклонениях добавлением нулей. Предельные отклонения, равные нулю, следует указывать без знаков «плюс» и «минус» и не выравнивать по числу знаков, эти отклонения допускается также не указывать, но место для их записи оставлять свободным
(СТ.СЭВ 2180-80).
| Рис.2. Обозначение посадок и отклонений на чертежах |
- Выбор измерительных средств производится с учетом метрологических, конструктивных и экономических факторов. С учетом этих факторов в СТ СЭВ 303 — 7 6 приведены значения допустимой погрешности измерения — 8 размеров в зависимости от величины допуска изделия — IT. Допустимая погрешность измерения показывает, на сколько можно ошибиться при измерении размера заданной точности и в меньшую и в большую сторону, т. е. имеет знаки +8.
Все измерительные средства имеют погрешность. Погрешность — основной параметр, по которому выбирается измерительное средство в зависимости от точности измеряемого размера.
Форма 1.
| Обозначение заданного соединения | 0 80 Я1° f 9 | |||
| Значение элемен-тов соединения | Номинальный размер, мм | 80 | ||
| Зазор (натяг), мм | s
max |
0,224 | ||
| s
min |
0,030 | |||
| Допуск посадки, мм TA | 0,194 | |||
| Группа посадки | с зазором | |||
| Система допусков | СА | |||
| Значения элементов деталей | отверстие | Условное обозначение | 0 80 H10 | |
| Допуск, мм TD | 0,120 | |||
| Значение основного отклонения, мм | 0 (нижнее) | |||
| Предельные отклонения, мкм | Верхнее ES | + 120 | ||
| Нижнее EI | 0 | |||
| Предельные размеры, мм | D , мм max ‘ | 80,120 | ||
| D • , мм min | 80,000 | |||
| вал | Условное обозначение | 0 80 f 9 | ||
| Допуск, мм Td | 0,074 | |||
| Значение основного отклонения, мкм | -30 (верхнее) | |||
| Предельные отклонения, мкм | Верхнее es | -30 | ||
| Нижнее ei | -104 | |||
| Предельные размеры, мм | d , мм
max |
79, 970 | ||
| d . , мм
min |
79,896 | |||
Предельная погрешность A lim измерительного средства — наибольшая величина, на которую измерительное средство может исказить истинный размер. Предельная погрешность обязательно указывается в паспорте и аттестате измерительного средства.
Зная это, при выборе средств измерения необходимо, чтобы их предельная погрешность равнялась или была бы меньше допустимой погрешности измерения, то есть метрологическая характеристика средств измерения должна удовлетворять условию:
±Д lim <±5 (1)
Выбор средств измерения производится следующим образом. Когда известны номинальный диаметр и допуск измеряемого размера, по табл. приложения VI [1] или по табл. 4 приложений методических указаний находят величину ±5 на пересечении строки соответствующего диапазона номинальных размеров с графой значений 5 при допуске измеряемого размера — IT.
Зная допустимую погрешность 5, по табл. приложения VII [1] или по табл. 5 приложений методических указаний выбирают соответствующие средства измерения для вала и отверстия с учетом условия (1).
Данные по выбору измерительных средств занести в форму 2.
Форма 2
| — | а | |||
| я | 1 | и | в | |
| и |
—
о 1—1 |
р | т | |
| н | е | с | ||
| е | с | м | д | |
| р | м | я а н ь | з | е |
| е | к | и | р | |
| м | с | |||
| з | ь | |||
| и | , | т | о | |
| ю | л е tг | с | г | |
| ь | +1 | о | о | |
| т | д
е р 1—1 |
н | н | |
| с | В | ь | ||
| о | е | л | ||
| н | 1—1 | р г | е т |
| ■н
1-4 < +1 |
Наименование измерительных средств
| I
оз а |
| I
в ф Ср Рн о с tx ш 5 6 и ^ с о tt |
| I
о Ф л ч ч Ч ш ф |
| ^ §
и § ^ с , О Ел ч н Ш tx |
| & к |
| ч о с |
| ф S
ш о |
| S |
| й
и ^ с |
| к ,
сР ф Ф ф Ф 2 2 со s , ш (Й s й к ч |
| I
S ? S ч ф m |
| S
ч ф 4 со 5 |
| m о к |
| класс |
Концевые меры для настройки
разряд
| 080 H10 |
| 0,120 |
| 30 |
| 25 |
| 4 |
Нутромер индикаторный с точностью отсчета 0,01 мм
| 080 f 10 |
| 0,074 |
| 18 |
| 15 |
Микрометр гладкий
Определение элементов соединений, подвергаемых селективной сборке
Цель задания
- Разобраться в сущности метода селективной сборки соединений .
- Научиться определять предельные размеры деталей соединения, входящих в каждую размерную группу, групповые допуски деталей, а также предельные групповые зазоры и натяги.
Исходными данными служат
- Соединение, заданное номинальным размером и полями допусков деталей.
- Число групп сортировки.
В задании требуется
- Определить значения допусков, предельных отклонений и предельных размеров вала и отверстия.
- Определить величины предельных зазоров или натягов в заданном соединении.
- Определить групповые допуски вала и отверстия.
- Вычертить схему полей допусков заданного соединения, разделив поля допусков отверстия и вала на заданное число групп. Пронумеровать групповые допуски.
- Составить карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе.
- Определить групповые зазоры или натяги.
Методические указания к выполнению
- Порядок определения допусков и предельных отклонений размеров изложен в п. 1 методических указаний к выполнению задания 1. Там же в п. 2 изложен порядок определения предельных размеров.
- Порядок вычисления предельных зазоров или натягов изложен там же в п. 4.
- Величину групповых допусков вала и отверстия определяют путем деления допуска детали на число размерных групп — п.
Tdгр = —; TDгр = —, (2)
n n
т.е. допуски всех размерных групп вала или отверстия будут равны между собой.
- Предельные отклонения и размеры вала и отверстия в каждой размерной группе проще всего определять прямо по схеме полей допусков заданного соединения, разделив на схеме эти поля допусков на заданное число размерных групп и определив значения предельных отклонений на границах допусков размерных групп.
G8
Пример выполнения схемы полей допусков соединения 0100—, де-
h8
тали которого следует рассортировать на три размерные группы, приведен на рис. 3.
G8
Рис.3. Схема полей допусков соединения 0100—, детали которо-
h8
го рассортированы на три размерных группы.
- Пример карты сортировщика, в которой указаны предельные размеры валов и отверстий каждой размерной группы, приведен в форме 3.
- В настоящее время для селективной сборки, как правило, используются посадки, в которых допуски отверстия и вала равны. В таком случае в различных размерных группах одной и той же посадки соответствующие предельные зазоры или натяги будут иметь одинаковую величину, т. е.
о1гр ____ о2гр _____ ггЭгр о1гр ___ о2гр _____ ггЭгр
max max max И а min min min И Д*
Поэтому достаточно определить предельные зазоры или натяги только для одной (любой) размерной группы. Принципиально определение предельных групповых зазоров или натягов не отличается от их определения в обычных соединениях.
Карта сортировщика для сортировки на три размерных группы деталей соединения 0 100 G8 — h8
| Номер размерной группы | Размеры деталей, мм | ||
| отверстие | вал | ||
| 1 | свыше | 100,012 | 99, 946 |
| до | 100,030 | 99, 964 | |
| 2 | свыше | 100,030 | 99, 964 |
| до | 100,048 | 99, 982 | |
| 3 | свыше | 100,048 | 99, 982 |
| до | 100,066 | 100,000 | |
В рассмотренном примере предельные групповые зазоры равны:
SZX = 0,084 мм, SPn = 0,048 мм.
Расчет и выбор полей допусков для деталей, сопрягаемых с подшипниками качения
цель задания
- Научиться обоснованно назначать поля допусков для размеров, сопрягаемых с подшипниками качения.
- Научиться обозначать на чертежах посадки колец подшипников качения с деталями.
Исходными данными служат
- Номер подшипника качения.
- Величина его радиальной нагрузки.
- Чертеж узла, в котором используется подшипник качения.
В задании требуется
- Определить конструктивные размеры заданного подшипника качения.
- Установить характер нагрузки подшипника.
- Определить вид нагружения каждого кольца подшипника.
- Рассчитать и выбрать посадки подшипника на вал и в корпус.
- Для сопряжений «подшипник-корпус» и «подшипник-вал» построить схемы полей допусков, с указанием номинальных размеров, предельных отклонений, зазоров или натягов.
- Вычертить эскизы подшипникового узла и деталей, сопрягаемых с подшипником, указав на них посадки соединений и размеры деталей.
Методические указания к выполнению
- По приложению X [1] или таблице 7 приложений методических указаний определить конструктивные размеры заданного подшипника (D, d, В и r) в соответствии с ГОСТ 8338 — 75.
- По чертежу узла с учетом условий его работы нужно установить характер нагрузки подшипника:
перегрузка до 150%, умеренные толчки и вибрации (статическая), перегрузка до 300%. сильные удары и вибрация (динамическая), (характер нагрузки устанавливается студентом условно).
- Вид нагружения показывает, какая часть беговой дорожки каждого кольца воспринимает радиальную нагрузку. Принцип установления вида нагружения колец подшипников качения изложен в § 62 [1].
- Посадку подшипников качения на вал и в корпус выбирают прежде всего в зависимости от вида нагружения колец. При циркуляционном нагружении колец подшипников посадки на валы и в корпусы выбирают по величине интенсивности радиальной нагрузки на посадочной поверхности. Интенсивность радиальной нагрузки определяют по формуле (79) [1], учитывая при выборе коэффициентов характер нагрузки, конструкцию вала и корпуса под подшипник, вид подшипника качения. При этом необходимо понимать, что нагрузка подшипника и вид нагружения его колец — разные вещи.
Определив для циркуляционно нагруженного кольца величину интенсивности радиальной нагрузки, по таблице 16 [1] выбирают поле допуска соответственно для вала или корпуса, сопрягаемого с этим кольцом. Посадку под кольцо, имеющее местный вид нагружения, выбирают из таблицы 17 [1].
- Пример построения схем полей допусков приведен на рис. 4. Отклонения колец подшипников определяют по табл. 6 приложений.
| Рис.4. Схемы полей допусков соединений: внутреннее кольцо — вал и наружное кольцо — корпус. |
- Пример эскизов подшипникового узла и деталей, сопрягаемых с подшипниками, со всеми требуемыми обозначениями приведен на рис. 5.
| Рис.5. Обозначение посадок подшипников качений и полей допусков сопрягаемых с ними деталей. |
Допуски и посадки шпоночных соединений
Цель задания
- Научиться выбирать поля допусков для размеров шпоночных соединений .
- Научиться обозначать посадки шпоночных соединений на чертежах.
Исходными данными служат
- Диаметр вала d, мм.
- Конструкция шпонки.
- Назначение (вид) соединения.
В задании требуется
- Определить основные размеры шпоночного соединения.
- Выбрать поля допусков деталей шпоночного соединения по ширине шпонки.
- Назначить поля допусков и определить предельные отклонения остальных размеров шпоночного соединения.
- Подсчитать все размерные характеристики деталей шпоночного соединения и для сокращения отчета записать их в форму 4.
- Определить предельные зазоры и натяги в соединении шпонка — паз вала и шпонка — паз втулки.
- Вычертить схему расположения полей допусков по ширине шпонки.
- Вычертить эскизы шпоночного соединения и его деталей с указанием всех основных размеров и полей допусков в буквенном и числовом обозначении.
Методические указания к выполнению
- Номинальные размеры шпоночного соединения с призматическими шпонками определяют по СТ СЭВ 189 — 7 5 (табл. 8 приложений к методическим указаниям), а с сегментными — по СТ СЭВ 647 — 77 (табл. 9 здесь же ).
- Выбор полей допусков деталей шпоночного соединения зависит от вида соединения. Стандарт предусматривает три вида соединений по ширине шпонки: плотное, нормальнее и свободное. Каждому из этих видов соединений соответствует определенный набор полей допусков на ширину шпонки, ширину паза вала и паза втулки. Все эти поля допусков для разных видов шпоночных соединений приведены в табл. 22 [1]. Численные значения предельных отклонений определяют при помощи таблиц со значением допусков и основных отклонений (как в задании 1).
- Указания по назначению полей допусков на другие размеры деталей шпоночного соединения даны в СТ СЭВ 57 — 73, по которому назначаются следующие поля допусков:
высота шпонки — по h11, длина шпонки — по h14, длина паза вала — по Я15,
глубина паза вала и втулки — по Н12, диаметр сегментной шпонки — по h12.
- Пример заполнения формы 4 для вала d = 4 0 мм, призматической шпонки и нормального соединения приведен ниже.
Форма 4
Размерные характеристики деталей шпоночного соединения
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
- Предельные зазоры и натяги в соединениях шпонка — паз вала и шпонка — паз втулки определяют, как в гладких соединениях. Для рассмотренного в пункте 4 примера в соединении шпонка — паз вала Smax = 0,043 мм и Nmax = 0,043 мм , шпонка — паз втулки
mdx 1 max 1
smax = 0,064 мм и N max = 0,021 мм .
- Пример выполнения схемы полей допусков шпоночного соединения по ширине шпонки (для рассмотренного соединения) приведен на рис. 6.
- Пример эскизов шпоночного соединения и его деталей приведен на рис. 7.
| Рис.6. Схема полей допусков шпоночного соединения. |
| Рис.7. Эскизы шпоночного соединения и его деталей. |
Допуски и посадки шлицевых соединений
Цель задания
- Научиться расшифровывать условные обозначения шлицевых прямобочных соединений и их деталей на чертежах.
- Научиться по обозначениям шлицевого соединения и его деталей определять предельные отклонения и предельные размеры всех элементов шлицевых деталей.
- Научиться правильно изображать эскизы шлицевого соединения и его деталей.
Исходные данные
Условное обозначение прямобочного шлицевого соединения.
В задании требуется
- Установить способ центрирования заданного шлицевого соединения .
- Определить предельные отклонения и предельные размеры всех элементов деталей шлицевого соединения.
- Вычертить схемы полей допусков центрирующих элементов шлицевого соединения.
- Вычертить эскизы соединения и его деталей, указав их условные обозначения.
Методические указания к выполнению
- Способ центрирования прямобочных шлицевых соединений устанавливают по их условному обозначению. Здесь надо разобраться, какие имеются способы центрирования прямобочных шлицевых соединений и от каких условий зависит выбор способа центрирования (см. [1], § 85).
- При формировании посадок по центрирующим и нецентрирую- щим поверхностям прямобочных шлицевых соединений использованы поля допусков гладких соединений по ГОСТ 2534 6 — 82 (СТ СЭВ 145 — 75). Поэтому предельные отклонения и предельные размеры всех элементов шлицевых втулок и валов определяют так же, как отклонения и размеры гладких соединений (см. 1-е задание). Установленные значения предельных отклонений и размеров элементов деталей шлицевого соединения следует записать в форму 5, где указан пример заполнения формы для шлицевого соединения
, „ 7 _ Я12 D9
d — 8 x 46— x 54—— x 9——
f8 a11 h9
При центрировании прямобочных шлицевых соединений по большому диаметру (D) и ширине шлицев (b) размер вала по меньшему диаметру выполняют по свободному размеру без указания поля допуска, но он должен быть не менее d1 из СТ СЭВ 188 — 75 (табл. 10 приложений методических указаний).
Размерные характеристики деталей шлицевого соединения
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
- Схемы полей допусков центрирующих элементов рассмотренного в п. 2 шлицевого соединения приведены на рис. 8.
| Рис.8. Схемы полей допусков центрирующих элементов прямо- бочного шлицевого соединения. |
- Пример сборочного и детальных эскизов рассмотренного шлицевого соединения с требуемыми обозначениями приведен на
рис. 9.
| пВ?
yh9 |
d — 8 х 46 f 8 х 54a11x 9h9 d — 8 x 46H 7 x 54H12 x 9D9
Рис.9. Сборочные и детальные эскизы шлицевого соединения.
Расчет допусков размеров, входящих в размерные цепи
Цель задания
Научиться составлять сборочные размерные цепи и рассчитывать допуски на их составляющие звенья методом полной взаимозаменяемости .
Исходными данными служат
- Чертеж узла с указанием замыкающего звена.
- Номинальный размер и предельные отклонения замыкающего звена.
В задании требуется
- Сделать размерный анализ, т. е. установить звенья, входящие в размерную цепь с заданным замыкающим звеном, указав, какие из них увеличивающие, а какие уменьшающие, и изобразить ее геометрическую схему.
- Проверить правильность составления заданной размерной цепи.
- Установить единицы допуска составляющих звеньев, допуски которых требуется определить.
- Определить допуск замыкающего звена.
- Определить средний коэффициент точности заданной размерной цепи.
- Установить квалитет, по которому следует назначать допуски на составляющие звенья.
- Выбрать корректирующее звено размерной цепи.
- По установленному квалитету назначить отклонения на составляющие размеры.
- Рассчитать отклонения корректирующего звена.
- Проверить правильность назначения допусков на составляющие звенья размерной цепи.
- Результаты расчетов занести в форму 6.
Методические указания к выполнению
- Термины и определения в размерных цепях изложены в § 63, а принцип размерного анализа и порядок составления размерной цепи в § 64 [I]. Пример построения геометрической схемы для размерной цепи с замыкающим звеном Бд =2^0‘55> мм (см. чертеж 3, с. 33) приведен на рис. 10.
| Рис. 10. Геометрическая схема размерной цепи с замыкающим зве- |
т; _о+0,50 ном Ьд —2—o’\5 мм.
- Правильность составления размерной цепи проверяют по формуле (80) [1], подставляя в нее значения номинальных размеров увеличивающих, уменьшающих и замыкающего звена. Если равенство (80) [1] имеет место, то размерный анализ проведен верно и размерная цепь составлена правильно. Нарушение равенства в этой зависимости показывает, что в размерном анализе допущена ошибка и его надо провести более внимательно.
- В числе составляющих звеньев могут оказаться размеры, для которых допуски уже заданы (подшипники и другие стандартные детали). Для таких размеров единицу допуска определять не надо. Единицу допуска следует определить по табл. 12 [1] только для составляющих звеньев, на размеры которых допуски не известны.
- Допуск замыкающего звена определяют при помощи его предельных отклонений.
- При определении среднего коэффициента точности размерной цепи следует учесть особенности такого расчета при наличии составляющих звеньев с известными допусками. Этот коэффициент следует определять по формуле (107) [1].
- При известном среднем коэффициенте точности квалитет, по которому надо назначать допуски на составляющие звенья, устанавливают из табл. 13 [1] по соответствующему ближайшему стандартному значению коэффициента точности (числу единиц допуска) с учетом рекомендаций, приведенных в § 6 6 [1].
- При выборе корректирующего звена следует руководствоваться следующими соображениями. Если коэффициент точности принятого квалитета «а» меньше «аср», т. е. а < аср, то корректирующим выбирают
технологически более сложное звено, в противном случае — технологически более простое.
- По установленному в п. 6 квалитету отклонения на составляющие звенья назначают, руководствуясь следующим принципом: для охватывающих размеров, как на основное отверстие, для охватываемых — как на основной вал. В тех случаях, когда это трудно установить, на звено назначаются симметричные отклонения.
- Поскольку корректирующее звено является одним из составляющих звеньев (увеличивающим или уменьшающим) размерной цепи, то после назначения отклонений на все остальные составляющие звенья только его предельные отклонения в формулах (84) [1] окажутся неизвестными. Поэтому, зная, в какую группу составляющих звеньев входит выбранное корректирующим звено (в увеличивающие или уменьшающие ), решают каждое уравнение относительно неизвестного члена — ES или Затем определяют допуск корректирующего звена.
- Правильность назначения допусков на составляющие звенья заданной размерной цепи проверяют по формуле (83) [1]. При правильных расчетах сумма допусков размеров всех составляющих звеньев должна быть равна допуску замыкающего размера.
- Окончательные результаты расчетов всех размеров занести в форму 6. Пример заполнения такой формы для размерной цепи с замыкающим звеном Бд мм (см. чертеж 3 узла, с. 33) приведен ниже.
В этой форме число строк должно соответствовать количеству всех звеньев в заданной размерной цепи.
Форма 6
Результаты расчетов допусков в размерной цепи
| Наименование размеров | Номинальный размер, мм | Обозначение размера, мм | Квалитет | Допуск размера, мм | Поле допуска | Предельные отклонения, мм | Предельные размеры, мм | |||
| верхнее ES | нижнее EI | max | min | |||||||
| Замыкающий | 2,0 | Бд | — | 0,65 | — | + 0,50 | -0,15 | 2,5 | 1,85 | |
| составляющие | увеличивающие | 29 | Б! | 12 | 0,210 | Н12 | +0,210 | 0 | 29,21 | 29,00 |
| 4 | Б2 | 12 | 0,150 | Js 12 | +0,075 | -0,075 | 40,75 | 3,925 | ||
| уменьшающие | 14 | Бз | — | 0,10 | — | 0 | -0,10 | 14 | 13,9 | |
| 14 | Б4 | — | 0,10 | — | 0 | -0,10 | 14 | 13,9 | ||
| 3 | Б5 | — | 0,090 | — | +0,075 | -0,015 | 3,075 | 2,985 | ||
Примечания: 1. Звено Б5 — корректирующее.
- Допуски звеньев Б3 и Б4 были известны.
| Чертеж 1. |
| Чертеж 2. |
Чертеж 3.





Отзывы
Отзывов пока нет.